
SIMPLIFY 3D
Hier unsere Tipps zu Simplify3D Einstellungen die die STL Dateien für den Druck vorbereiten. Für die Vorbereitung auf den Druck muss die STL-Datei in eine Druckdatei umgewandelt werden. Diese Umwandlung kann mit verschiedenen Programmen erfolgen. Eines der bekanntesten und besten Druckprogramme ist „Simplify3D“. Simplify3D ist mit den meisten 3D Druckern kompatibel und ist deshalb das führende 3D Druckprogramm auf dem Markt.
Hier haben wir einen Überblick über die gängigsten Fragen zur Bedienung des Programms:
Was ist der Extruder und was kann ich damit in Simplify3D einstellen?
Der Extruder ist der Motor. Zu den wichtigsten Simplify3D Einstellungen gehört natürlich jene der Dürse: Einstellungen am Extruder beeinflussen die Menge an Material (Filament) welches gefördert wird, die Abstände zwischen den einzelnen Bahnen auf horizontaler Ebene, sowie die Breite der einzelnen Bahnen. In diesem Bereich kann ich somit die verschiedensten Einstellungen betreffend der Düse vornehmen.
Düsen-Durchmesser: ist abhängig von der eingebauten Düse.
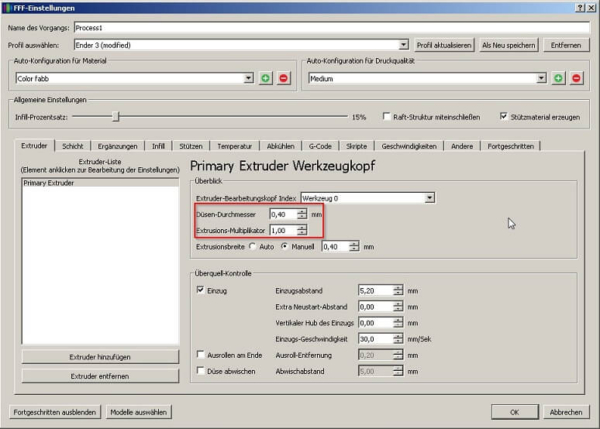
In Rot gekennzeichnet: der Durchmesser des Extruders und die Angabe an Filament welches ausgegeben wird.
Welche Einstellungen sind in Simplify3D unter „Schichten“ relevant?
Die Qualität jeder einzelnen Schicht hat Einfluss auf die Qualität des gedruckten Objektes. Die Schichten können schnell oder langsam aufgetragen werden. Sie können breiter aufgedruckt oder höher aufgedruckt werden. Die erste und die letzte Schicht sind die Wichtigsten Schichten überhaupt und müssen je nach Objekt in deren Anzahl an Schichten angepasst werden damit es ein schönes geschlossenes Objekt an der Ober- sowie Unterseite ergibt.
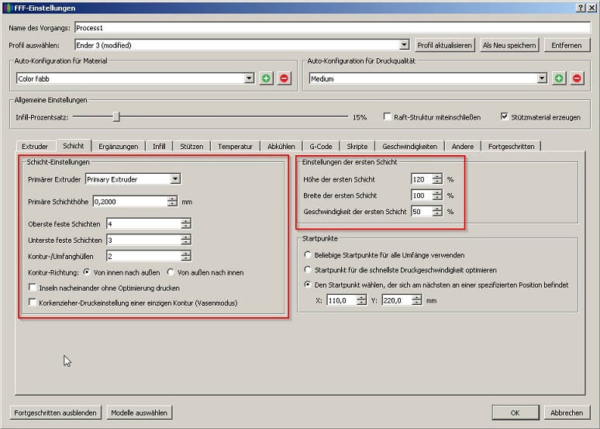
Die wichtigsten Angaben sind die allgemeinen Schichten Einstellungen und die Einstellungen der ersten Schicht.
Einige Empfehlungen:
- Je niedriger die Schichthöhe, desto sauberer wird das Modell gedruckt. Die Drucklaufzeit hingegen verlängert sich dadurch.
- Ist die Schichthöhe und die innere Füllung niedrig, ist eine Erhöhung der Anzahl an Deckschichten vorzusehen.
- Desto schmalere Elemente im Modell enthalten sind, desto mehr Kontur- und Umfangshüllen sind zu wählen.
- Auf eine ausreichende Füllung ist stets zu achten, damit die Stabilität des Modells gewährleistet ist.
Tipp: In der Druckvorschau empfiehlt es sich, die Druckschichten, die innere Füllung und die Stützstrukturen zu kontrollieren.
Welche Einstellung bei der Füllung in Simplify3d?
Unter „Füll-Extruder“ ist der richtige Extruder auszuwählen. Bei der internen Füllung gibt es verschiedene Varianten wie das Füllmuster aussehen soll. Das äußere Füllmuster gibt das Füllmuster der Deckschicht an. Wir empfehlen die Einstellung „Rectilinear“.
Der „Innere Füllgrad“ wird in Prozent angegeben. Er hat Einfluss auf die Stabilität des gedruckten Modells.
Die „Kontur-Überlappung“ gibt an, um wie viel Prozent sich die Füllstruktur und die Außenkontur überlappen. Die „Füll-Extrusionsbreite“ gibt die Breite der Füllung an.
Die „Mindestfüll-Länge“ gibt an, bei welcher Mindestlänge eine Füllung gedruckt werden muss.
„Drucke Füllung jede XX Schichten“ gibt an, ob bei jeder Schicht eine Füllung gedruckt werden muss (Standard: 1).
„Geschlossene Deckschicht alle … Schichten einfügen XX Schichten“ gibt an, bei der wievielten Schicht eine geschlossene Schicht gedruckt werden soll.
Füllungswinkel Innen sowie Füllungswinkel Außen geben den Winkel des Infill-Musters an.
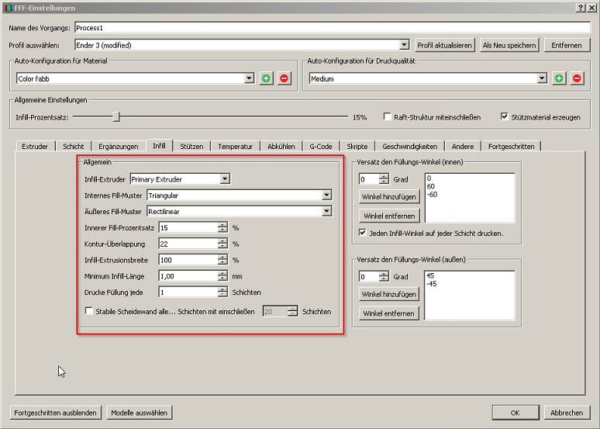
Die einzelnen Einstellungen zur Füllung in Rot eingerahmt.
Wie stelle ich in „Simplify3D“ die „Stützen“ ein?
Wenn mehr als ein Extruder zur Verfügung stehen, muss unter „Stütz Extruder“ der richtige Extruder ausgewählt werden.
Der „Stütz-Infill-Prozentsatz“ gibt an, wie dicht das Stützmaterial gedruckt werden soll.
Der „Extra-Aufbauabstand“ gibt an, ob und wie viel das Stützmaterial auch über das Teil drucken soll.
Die Einstellung „Dichte Stützschichten“ gibt an, wie viele obere Deckschichten gedruckt werden sollen.
„Dichter Infill-Prozentsatz“ gibt an wie Dicht die Deckschicht gedruckt werden soll.
„Stützen jeden … drucken XX Schichten“: Hier empfiehlt es sich als Standard 1 einzugeben, damit auch jede Schicht gedruckt wird.
„Horizontaler Versatz zum Teil“ gibt den zu druckenden Horizontalabstand vom Stützmaterial zum Bauteil an.
„Obere vertikale Trennungsschichten“ gibt an, wie viele Schichten am oberen Ende des Stützmaterials aufgehört werden soll um ein späteres Entfernen leicht zu ermöglichen (zwischen 1 und 2 abhängig je eingestellter Schichthöhe).
„Untere vertikale Trennungsschichten“ gibt an, wie viele Schichten am unteren Anfang des Stützmaterials später gedruckt werden soll, um ein späteres Entfernen leicht zu ermöglichen (zwischen 1 und 2).
Unter der „Automatischen Platzierung“ kann zwischen den Stütztypen „Normal“ und „nur von Drucktisch“ gewählt werden. Die „Stützpfeiler-Auflösung“ gibt die Dicke des Stützpfeilers an und beim „Max. Überhangwinkel XX Grad“ hängt der Wert von der druckenden Schichthöhe ab. Druckt man z.B. mit 0,1 mm Schichthöhe, so kann man sogar 70-80% angeben. Druckt man mit 0,3 mm muss man 45 % angeben. D.h. je geringer meine Druckschicht, desto flachere Geometrien kann man drucken. Der „Stütz-Infill-Winkel“ sollte 0 Grad betragen.
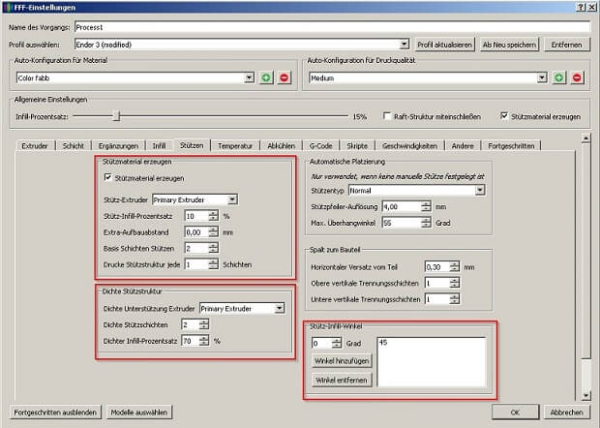
In Rot eingerahmt: Soll Stützmaterial überhaupt erzeugt werden und wenn ja, wie? Wichtig ist auch der Winkel, welcher besagt ab welchem Winkel die Stützen vorgesehen werden sollen.
Welche Temperatureinstellungen beim 3D Druck vornehmen?
Grundsätzlich unterscheidet man bei den Einstellungen in Simplify3D zwischen der Temperatureinstellung des Extruders und der Druckplatte. Diese können unter der „Temperatur-Controller Liste“ ausgewählt werden. Unter „Temperatur weiterleiten zwischen jedem:“ sollte sowohl Schichten als auch Schleife ausgewählt bleiben, um möglichst konstante Temperaturen zu haben.
„Warten bis sich der Temperatur-Controller stabilisiert hat, bevor der Druck beginnt“ empfiehlt sich immer aktiv zu lassen.
Bei der „Temperatursollwerte pro Schicht“ kann man die Temperatur eingeben. Diese kann individuell angegeben werden, dass z.B. bei Schicht 1 mit einer Drucktemperatur von 185° C und bei bzw. ab Schicht 5 mit einer Temperatur von 200° C gedruckt wird. Dasselbe gilt auch für die beheizte Druckplatte.